


Kennametal produziert zwei sehr fortschrittliche Bohrsysteme: Die bewährten modularen KSEM-Bohrer überzeugen durch Verschleißfestigkeit und Flexibilität, die kleineren modularen Bohrer KenTIP durch eine einfache Handhabung und geringe Schnittkräfte. Diese beiden Systeme, so dachten sich die Kennametal-Ingenieure, müsste man doch miteinander kombinieren können. Dann hätte man ein noch besseres System. Und so entwickelten sie den KenTIP FS, einen modularen Bohrer mit einem Durchmesser von 6-26 mm und einer Bohrtiefe von 1,5-12 x D, der einfach eingesetzt werden kann, eine gute Bohrungsqualität garantiert und so stabil ist, dass er bei vielen Werkstoffen eine Alternative zu Vollhartmetallbohrern darstellt.
Was verbirgt sich hinter der Bezeichnung FS?
Alexander Schmitt, Senior Global Product Manager für modulare Bohrer bei Kennametal, erläutert, das Kürzel FS deute darauf hin, dass der Bohrer an der Spitze «Full-Solid» ist. Das bedeutet dass der Hartmetall-Schneideinsatz komplett den Stahlgrundkörper abdeckt. Dadurch wird Verschleiß am Grundkörper durch Auswaschungen verhindert.
Allerdings, so ergänzt er, sei die Bezeichnung nicht als reine Materialangabe zu verstehen, sondern unterstreiche vielmehr die besonderen Eigenschaften der KenTIP FS-Bohrer: «Die KenTIP FS-Bohrer sehen nicht nur aus wie Vollhartmetallbohrer, sondern können auch nahezu genauso eingesetzt werden. Insofern sind in diesem Werkzeug die hervorragenden Eigenschaften von Vollhartmetall und die Kosteneffizienz von Wendeplattenbohrwerkzeugen miteinander vereint.»
Auf den ersten Blick unterscheidet sich der KenTIP FS nur wenig von sonstigen modularen Bohrer. Auch er verfügt über einen Schneideinsatz aus Hartmetall, eine innere Kühlmittelzufuhr und eine spiralförmige Spannut für eine verbesserte Spanabfuhr. Doch das waren auch schon alle Gemeinsamkeiten. Denn der KenTIP FS wurde völlig neu entwickelt. So bietet die Konstruktion einige wichtige Funktionalitäten, durch die sie sich von den Wettbewerbsbohrern unterscheidet.
Das Kühlsystem

Die Unterschiede fangen schon bei den Nuten an. Sofort fällt auf, wie glatt und glänzend sie sind. Denn bei Kennametal weiß man, dass polierte Oberflächen die Spanabfuhr verbessern und damit auch der Verschleiß an der Spitze reduziert wird. Außerdem verfügt der KenTIP FS nicht, wie die meisten modularen Bohrer, nur über zwei Kühlmittelauslässe, sondern ist mit vier Kühlmittelkanälen ausgestattet: zwei an der Spitze und zwei in der Spannut unmittelbar unterhalb des Schneideinsatzes. Diese Mehrfachkühlung ermöglicht einen höheren Kühlmitteldurchsatz. Dadurch wird die Bildung von Spänenestern verhindert und die Wärmeabfuhr verbessert, die Lebensdauer des Werkzeugs verlängert sich und die Bohrungsqualität steigt.
«Durch die Mehrfachkühlung kann die Kühlmittelzufuhr immer genau auf die jeweilige Anwendung abgestimmt werden», erklärt Schmidt. «Bei der Bearbeitung rostfreier Stähle kommt es zum Beispiel immer wieder zu Aufbauschneidenbildung und Kantenausbrüchen. Bei Gusseisen müssen sehr hohe Spanvolumina abtransportiert werden. Schneideinsätze mit HPL- und HPC-Stirngeometrie haben daher innenliegende Kühlkanäle mit Austritt an der Spitze. Dadurch wird das Kühlmittel besser in die kritischen Bereiche geführt und die genannten Probleme treten gar nicht erst auf. Bei Stahl dagegen empfiehlt es sich, die Kühlmittelzufuhr auf den Spanraum zu beschränken und dadurch die entstehende Hitze gezielt aus der Kontaktzone zwischen den Spänen und dem Spanraum abzuleiten. Daher haben wir bei den Schneideinsätzen mit HPG-Stirngeometrie auf Kühlkanäle an der Spitze verzichtet, um die Lebensdauer der Schneideinsätze zu verlängern und den Spanbruch zu verbessern. Darüber hinaus wird auf diese Weise eine Aufbauschneidenbildung verhindert, der Schneideinsatz wird steifer, was wiederum die möglichen Vorschubraten bei der spanenden Bearbeitung von Stahl erhöht.»
Geometrien und Hartmetallsorten
Doch die vielfältigen Einsatzmöglichkeiten sind noch nicht alles, was die Schneideinsätze zu bieten haben. Der Schneideinsatz mit HPG-Stirngeometrie ist in einer hoch widerstandsfähigen Hartmetallsorte erhältlich, der KCP15A, die speziell für die Stahlbearbeitung entwickelt wurde. Durch die Spitzengeometrien und die selbstzentrierende Schneiden ist selbst bei hohen Vorschubraten eine höhere Positioniergenauigkeit als bei anderen Bohrern dieser Klasse gegeben. Zudem ist die Geradheit der Bohrung ausgezeichnet. Die Ecken des Hartmetalleinsatzes sind mit kleinen Fasen ausgestattet, um Ausbrüche zu verhindern. Auch die Seitenbereiche wurden entsprechend verstärkt. Damit eignet sich die HPG-Stirngeometrie für Querbohrungen und schräge Austrittsflächen, wie sie bei Hydraulikkomponenten gefordert sind, und für die Bearbeitung der gestapelten Platten, die in der Produktion von Wärmetauschern zum Einsatz kommen.
Würde weltweit generell nur Stahl verwendet, wäre die HPG-Stirngeometrie vielleicht ausreichend. Aber in der Luftfahrtindustrie sind rostfreie Stähle und hochwarmfeste Legierungen weit verbreitet. Bislang bot Kennametal hier die HPL-Stirngeometrie mit Ausspitzung an. Bei der Bearbeitung von Werkstofflegierungen für die Luftfahrt und die Medizintechnik werden diese Geometrien gern verwendet, da auf diese Weise lange Späne gebrochen und die Schnittkräfte reduziert werden können. Ebenso wie die HPG-Stirngeometrie ist auch diese Geometrie in einer neuen Sorte verfügbar, der KCMS15. Hierbei handelt es sich um eine widerstandsfähige, feinkörnige Hartmetallsorte mit einer antiadhäsiv wirkenden Beschichtung aus AlTiN, die die Werkzeuglebensdauer verlängert. Automobilhersteller setzen in großem Umfang Gusseisenwerkstoffe ein. Hierfür verfügt die neue HPC-Stirngeometrie für die Bearbeitung von Gusseisen, Sphäroguss und CGI über vier Führungsfasen und Eckenradien, durch die bei diesen Werkstoffen üblicherweise vorkommenden Ausbrüche und Risse verhindert werden. Eine spezielle Ausspitzung, über die die Späne schnell beseitigt werden, sowie stirnseitige Kühlmittelaustritte vervollständigen das Design.
Alle drei Schneideinsätze sind zur Verlängerung der Lebensdauer mit 143°-Spitzenwinkel und speziell präparierten, polierten oder gehonten Kanten versehen. «Dank der HPG-, HPC- und HPL-Stirngeometrien kann der modulare Bohrer KenTIP FS beinahe alles, was ein Vollhartmetallbohrer auch kann. Allerdings sind die Stückkosten bei gleicher oder besserer Leistung weitaus geringer», sagt Schmitt.
Das Beste kommt erst noch
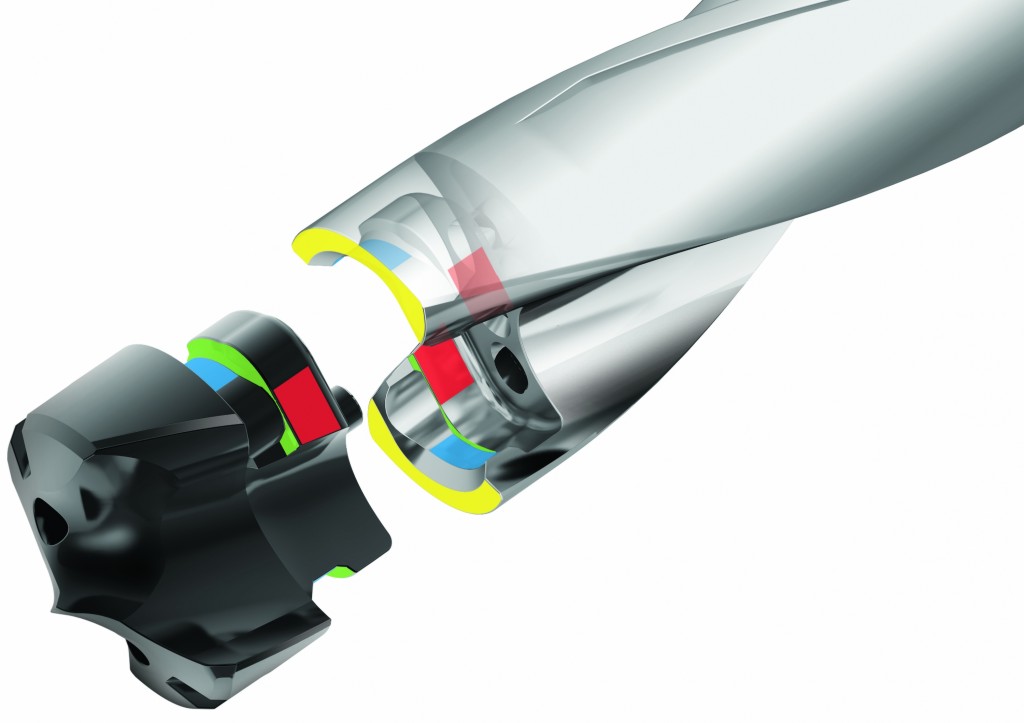
Die genannten Vorteile sind mit Sicherheit nicht zu unterschätzen. Das eigentlich Besondere ist aber die neu konstruierte Schnittstelle. KenTIP FS kann ebenso sicher geklemmt werden wie die größeren KSEM und KSEM Plus-Bohrer, überzeugt darüber hinaus aber durch einen Schnellwechselmechanismus, wie ihn die Nutzer des Vorgängers KenTIP bereits zu schätzen gelernt haben. Alles, was der Nutzer tun muss, ist den Klemmhalter durch einen Druckluftstoß zu reinigen, den Schneideinsatz einzusetzen, leicht zu drehen und mit dem mitgelieferten intelligenten Schlüssel zu sichern. Dann ist ein sicherer Sitz garantiert.
Denn der KenTIP FS verfügt über eine patentierte Schnittstelle, die ein Maximum an Steifigkeit und Präzision bietet. Durch den konischen Klemm- und Zentriermechanismus wird verhindert, dass der Schneideinsatz verrutschen kann. Und durch die große Auflagefläche hält der Bohrer auch extremen Torsionsbelastungen stand, ohne dass sich die Werkzeugaufnahme verbiegen würde. Da der Schneideinsätze aus Hartmetall keine Montageschraube benötigt, gibt es auch keine Teile, die durch Späne oder den Werkstückkontakt beschädigt werden könnten. Dies alles macht deutlich, dass der KenTIP FS selbst unter widrigen Schnittbedingungen leistungsfähig ist. Damit eignet er sich für jeden Fertigungsbetrieb.
Zusammenfassung
Hervorzuheben ist, dass KenTIP FS eine nachhaltige Lösung ist. Im Gegensatz zu vielen anderen Werkzeugen aus Vollhartmetall und vielen modularen Bohrern müssen die KenTIP FS Schneideinsätze nicht nachgeschliffen werden. Die Schneideinsätze können so lange eingesetzt werden, bis sie verschlissen sind. Dann können sie einfach gegen neue ausgetauscht werden. Die verschlissenen Schneideinsätze werden vom Kennametal-Recycling-Service zurückgenommen. Im Gegensatz zu nachgeschliffenen Werkzeugen müssen die Schneideinsätze nicht nachjustiert werden und damit ist die Leistungsfähigkeit garantiert. Die Werkzeuglebensdauer und der Produktionsdurchsatz sind leichter vorhersagbar. Allein dadurch, dass die Werkzeuge nicht aus der Produktion genommen, nachgeschliffen und wieder in die Fertigung zurückgebracht werden müssen, können die Werkzeugkosten reduziert werden. Ganz zu schweigen davon, dass Schneideinsätze ohnehin kostengünstiger sind als Vollhartmetallbohrer.
«Es ist unglaublich, wie steif und stabil die die Schnittstelle beim KenTIP FS ist. Durch die neuartige Konstruktion ist der Bohrer viel hitzebeständiger und belastbarer als modulare Wettbewerbsbohrer. Hinzu kommt dass die Schneideinsätze den Grundträger komplett mit Hartmetall abdecken und schützten. Hartmetall eben genau dort wo es drauf ankommt», sagt Schmitt. «Natürlich wird es immer Anwendungen geben, bei denen ausschließlich ein Vollhartmetallbohrer in Frage kommt. Aber bei einer Vielzahl von Anwendungen im mittleren Toleranz- und Durchmesserbereich sowie bei vielen Werkstoffen erzielt unser neues Bohrsystems außergewöhnlich gute Ergebnisse. Kennametal hat viel Zeit und Energie darauf verwendet, den KenTIP FS zu optimieren. Und wir freuen uns, diese neue Lösung endlich unseren Kunden anbieten zu können.»
Kontakt:



