


Im Präzisionsformenbau würden viele Hersteller gerne häufiger hochharte Werkstoffe wie Hartmetalle einsetzen, um die Verschleißfestigkeit ihrer Werkzeuge zu verbessern. Jedoch lassen sich gerade Hartmetalle im gesinterten Zustand nur schwer zerspanen. Eines der Ziele im Forschungsprojekt »ProCarbiMill« war es daher, die Leistungsfähigkeit der Frästechnologien für die Herstellung von Formwerkzeugen aus Hartmetallen zu verbessern und damit unproduktivere, weniger flexible Verfahren wie die Funkenerosionoder das Schleifen zu ersetzen.
Bei der Bearbeitung von hochharten Werkstoffen wie Hartmetallen stoßen konventionelle Fräsprozesse schnell an ihre technologischen Grenzen. Dann kommen alternative, deutlich unproduktivere Verfahren zum Einsatz, wie die Funkenerosion (EDM) oder das Schleifen. Die Ursache dafür, dass Fräsprozesse hier nicht die gewünschten Ergebnisse erzielen, liegt in erster Linie in der geringen Leistungsfähigkeit der Fräswerkzeuge und nicht-angepassten Fräsprozessen.
 Im KMU-innovativ-Projekt »ProCarbiMill« untersuchte das Fraunhofer-Institut für Produktionstechnologie IPT aus Aachen deshalb zusammen mit seinen drei Industriepartnern Camaix GmbH, MPK Special Tools GmbH und Zecha Hartmetall-Werkzeugfabrikation GmbH neue Fräswerkzeuge und Prozessführungsstrategien für das Fräsen von Hartmetallen.
Im KMU-innovativ-Projekt »ProCarbiMill« untersuchte das Fraunhofer-Institut für Produktionstechnologie IPT aus Aachen deshalb zusammen mit seinen drei Industriepartnern Camaix GmbH, MPK Special Tools GmbH und Zecha Hartmetall-Werkzeugfabrikation GmbH neue Fräswerkzeuge und Prozessführungsstrategien für das Fräsen von Hartmetallen.
Werkzeug- und Prozessentwicklung bis an die Grenze des technisch machbaren
Ein zentrales Ziel war es, die gesamte Prozesskette für die Herstellung von Formwerkzeugen aus Hartmetall zu verkürzen. Für die Werkzeugtechnologien bedeutete das, das gesamte thermomechanische Belastungskollektiv sowie die Spanbildungsmechanismen beim Fräsen detailliert zu untersuchen. Außerdem bestimmten die Partner den Einfluss der Schneidengeometrie auf das Ergebnis des Fräsprozesses und sammelten dabei umfassende Daten über die Auslegung geeigneter Fräswerkzeuge. Bei der dazugehörigen Prozessentwicklung kam es den Projektpartnern vor allem auf eine möglichst sanfte und gleichbleibende Prozessführungsstrategie an, um wirtschaftliche Werkzeugstandzeiten und reproduzierbare Qualität der Bauteiloberflächen zu erzielen. Das erarbeitete Prozesswissen hielt Einzug in ein speziell entwickeltes, standardisiertes CAM-Modul, das nun die Projektergebnisse für den industriellen Einsatz nutzbar macht.
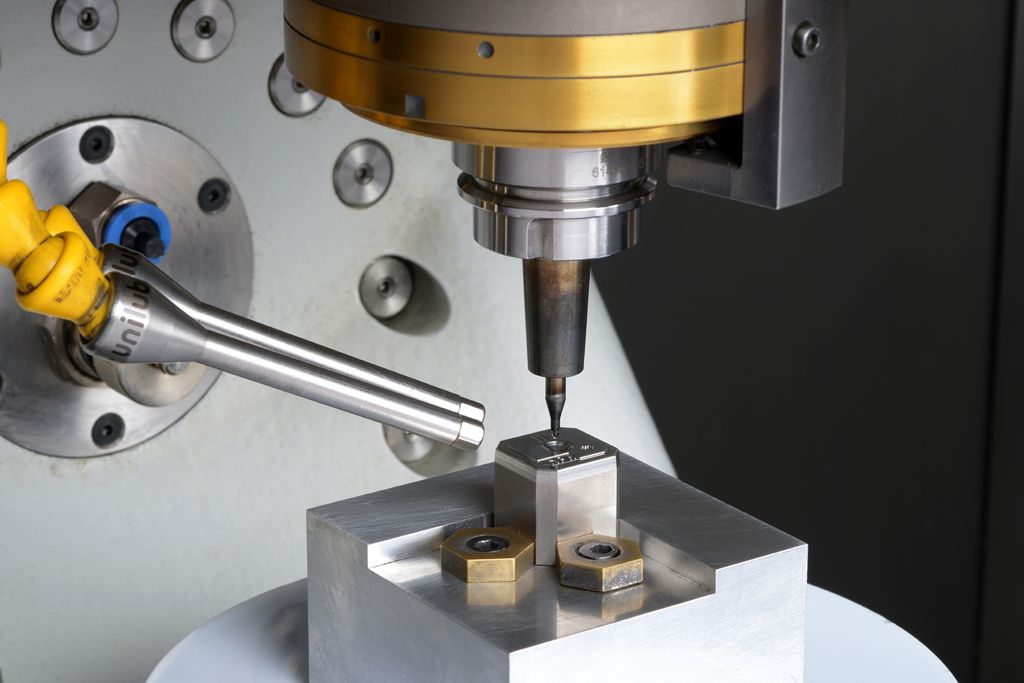
Als Endanwender der Frästechnologie stellte das Unternehmen MPK Special Tools ein Beispiel-Bauteil zur Verfügung, das die charakteristische geometrische Eigenschaften eines Hartmetall-Formwerkzeugs repräsentierte. Zecha brachte als Werkzeughersteller seine Expertise in der Fertigung von Vollhartmetallfräswerkzeugen in das Projekt ein. Das Fraunhofer IPT führte mit den bereitgestellten Werkzeugen und Bauteilen systematische Zerspanungstests an einem Analogieprüfstand durch. Die gewonnenen Informationen wurden dann durch den Softwarehersteller Camaix in einer Datenbank gespeichert und schließlich mit einer speziell entwickelten grafischen Benutzeroberfläche für die Prozessauslegung bereitgestellt.
Mehrfacher Nutzen für die beteiligten Unternehmen
Die beteiligten Unternehmen profitieren durch die erzielten Ergebnisse gleich in mehrfacher Hinsicht: Zecha wird eine neue Generation beschichteter Vollhartmetall-Fräswerkzeuge anbieten, die speziell für die Hartmetallzerspanung geeignet sind. MPK Special Tools als Endanwender nutzt diese Technologie nun dafür, sein Produktportfolio zu erweitern und gefräste Formwerkzeuge aus Hartmetall am Markt anzubieten. Und auch Camaix kann sein speziell entwickeltes CAM-Modul für die Fräsbearbeitung von Hartmetall als Ergänzung für bestehende Softwarelösungen am Markt anbieten.
Das Forschungsprojekt »ProCarbiMill« wurde durch das Bundesministerium für Bildung und Forschung (BMBF) im Förderprogramm »KMU-innovativ« gefördert und durch den Projektträger Karlsruhe (PTKA) betreut.
Kontakt:



