


Kohlefaserverbundstoffe oder „Carbon Fiber Reinforced Plastics“(CFRP), wie sie im luftfahrt-technischen Sprachgebrauch genannt werden, sind aufgrund ihrer hohen spezifischen Festigkeit und ihres geringen Gewichts prädestiniert für die Herstellung relevanter Leichtbaukomponenten. Der Einsatz von CFK, aber auch GFK in der zivilen Luftfahrt steigt unaufhörlich und alle Premiumhersteller in der Automobilindustrie fertigen wichtige Strukturbauteile aus faserverstärkten Kunststoffen. Auch im Bereich der Windenergie werden bereits alle aerodynamischen Komponenten aus Composite-Materialien hergestellt. Neben dem eigentlichen Produktionsbereich ist aber auch die Nachfrage nach einer automatisierten, wirtschaftlichen Bearbeitungsmöglichkeit bei der Instandsetzung und Reparatur (Maintenance, Repair, and Operations, MRO) von beschädigten Faserverbundstoff-Bauteilen ungebrochen. In beiden Kategorien ermöglichen der Einsatz der ULTRASONIC-Technologie sowie der ganzheitliche Prozessansatz von SAUER eine Technologielösung für die effiziente Bearbeitung von diesen Hochleistungswerkstoffen in optimaler Bauteilqualität. Dabei bietet DMG MORI applikationsübergreifend sowohl die mobile als auch stationäre Bearbeitungslösungen für beide Bereiche – Produktion sowie MRO – an.
Effiziente ULTRASONIC-Bearbeitung von High-End-Komponenten aus COMPOSITES

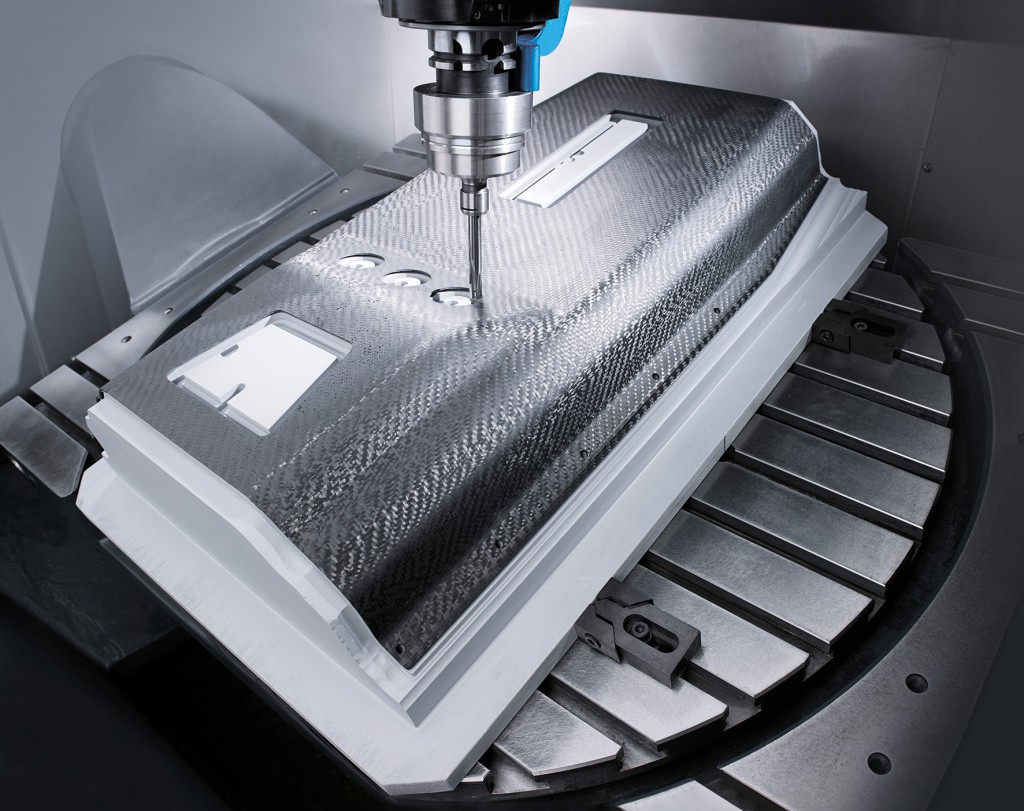
Oftmals stoßen gängige Bearbeitungsverfahren für die Bearbeitung von Faserverbundwerkstoffen aufgrund des hohen Werkzeugverschleißes, der oft nicht ausreichenden Bauteilqualität, sowie infolge zu geringer Vorschübe, an technische Grenzen. Genau hier setzt DMG MORI mit der ULTRASONIC-Technologie an. Die gezielte Einleitung einer Ultraschallschwingung in die Werkzeuglängsachse führt zu einer deutlichen Reduktion des Drehmoments, einer Werkzeugstandzeiterhöhung sowie einem verbesserten Spanbruch und einer damit einhergehend optimierten Späneabfuhr. Die gezielte Überlagerung der Schnittrichtung mit ULTRASONIC in Verbindung mit der hohen Schnittgeschwindigkeit ermöglicht es, die Fasern des Werkstoffes sauber zu trennen und damit die hohen Anforderungen an Produktivität und Bauteilqualität zu erfüllen. Die Verringerung der wirkenden Prozesskräfte um bis zu 40 Prozent ermöglicht somit saubere Kanten und verhindert Faserausrisse sowie Delamination am Bauteil. Dies gilt sowohl für typische Bearbeitungsaufgaben wie das Besäumen, Einbringen von Taschen oder Bohren von CFK / GFK / AFK-Komponenten für die Serienproduktion als auch für das Einbringen von beispielsweise gestuften Schäftungen mittels akkuratem Freilegen der einzelnen Laminatschichten.
DMG MORI hat in der Entwicklung neuer Bearbeitungslösungen konsequent mechanische Maschinenkomponenten optimiert und applikationsspezifische Technologien (u.a. Oberflächenrückführung und -vermessung mittels Laser, Oberflächenreinigung und -aktivierung mittels Atmosphären-Druckplasma) integriert. Daraus sind eine mobile Fräseinheit sowie stationäre Bearbeitungszenten entstanden, um COMPOSITE-Bauteile für die Serienproduktion sowie beschädigte Oberflächen im Bereich MRO effektiv und flexibel bearbeiten oder reparieren zu können.
Stationäre ULTRASONIC-Hochleistungszerspanung von Faserverbundstoffen mit ganzheitlichem Maschinenkonzept
Die ULTRASONIC-Technologie wird bereits durch die SAUER GmbH in Produkte von DMG MORI integriert. Basierend auf einer standardisierten HSK-Werkzeugaufnahme hat das Unternehmen einen speziellen Aktor mit implementierter Piezo-Technologie entwickelt. Diese innovative Aktorik ermöglicht darüber hinaus die flexible Integration weiterer faserverbundgerechter Fertigungsschritte. So lassen sich beispielsweise Lasermesssysteme zur Oberflächenrückführung oder ein Atmosphärendruckplasma zur Oberflächenreinigung, sowie -aktivierung als eigenständige Werkzeuge automatisiert in die Maschine einwechseln.

DMG MORI hat unter anderem die DMF 260 linearsowie die DMF 360 linear mit der wegweisenden Ultraschalltechnologie ausgestattet. Als ULTRASONIC 260 und ULTRASONIC 360 profitieren die Modelle ebenfalls von dem steifen, langzeitstabilen und thermosymmetrischen Maschinenkonzept, das die hohe Präzision im Dauerbetrieb erlaubt. Für kleinere Komponenten aus Faserverbundstoffen bis 700 x 700 x 500 mm hat DMG MORI die ULTRASONIC 85 mit der bewährten monoBLOCK-Konstruktion im Angebot. In der stationären ULTRASONIC-Hochleistungszerspanung nutzt DMG MORI – basierend auf der Gantry-Bauweise der A-Achse kombiniert mit dem B-Achs-Schwenkkopf – den sogenannten Technologierahmen. Durch ihn können komplexe Werkstücke, wie Rotorblattsegmente, dynamisch 5-achsig bearbeiten. Die Maschinen sind außerdem mit einem geschlossenen Bearbeitungsraum und einer adäquaten Raumabsaugung mit integrierter Feinstaubüberwachung (sowie mit Wärmerückführung) ausgestattet. Die explosionssichere Hochleistungsfilteranlage garantiert dabei stets eine stabile Filterleistung.
Mobile Fräseinheit für MRO sowie anspruchsvolle Produktionsaufgaben
Bei den neuesten Flugzeuggenerationen kommen im Primärstrukturbereich bereits verstärkt Faserverbundwerkstoffe zum Einsatz. Ganze Tragflächen und Rumpfsegmente werden mittlerweile aus den ultraleichten Kohlefasern hergestellt. Das wiederum stellt komplett neue Herausforderungen an Wartungsbetriebe, denn herkömmliche Reparaturverfahren sind nicht mehr wirtschaftlich anwendbar. Reparaturarbeiten an beschädigten Faserverbundstoffen werden bis dato meist in aufwändiger Handarbeit ausgeführt. Dazu muss in vielen Fällen zum Beispiel das Flugzeug zurück in den Hangar, um manuell repariert werden zu können. Diese Art der Instandsetzung dauert wenige Tage bis mehrere Wochen. Die Luftfahrtindustrie sucht nach adäquaten Lösungen, die es ermöglichen, ihre CFRP-Flieger möglichst schnell und in hoher Qualität instand zu setzen – denn auch im Carbon-Zeitalter wird es im laufenden Luftfahrzeugbetrieb unweigerlich zu Schäden an der Flugzeughaut kommen.

Genau auf solch anspruchsvolle Anwendungen zielt der neue ULTRASONIC mobileBLOCK von DMG MORI und SAUER ab. Diese mobile 5-Achs-Fräseinheit ermöglicht erstmalig das strukturierte Abarbeiten der eigentlichen Reparaturaufgabe in wenigen Minuten bei 100 Prozent gleichbleibender Qualität, Präzision und Wiederholgenauigkeit. Dank der 5-Achs-Kinematik mit integrierter Dreh- und Schwenkachse sind anspruchsvolle Bearbeitungen im Winkel von +/- 95° möglich. Durch seine Leichtbauweise kann der ULTRASONIC mobileBLOCK einfach und flexibel mittels Vakuum-Saugfüssen angedockt werden. Neben Reparaturarbeiten lässt sich diese innovative, mobile Fräseinheit darüber hinaus genauso effektiv bei anspruchsvollen Produktionsaufgaben integrieren (z.B. Einbringen von Bohrungen oder Taschen in CFK-Komponenten).
Die justierbaren Vakuumfüße des ULTRASONIC mobileBLOCKs erzeugen eine Ansaugkraft von 256 N je Fuß. 16 Vakuumfüße sind dabei im Standard enthalten. Bewegliche Kugelgelenke und bis zu 45° schwenkbare Halterungsarme ermöglichen dabei eine einfache und schnelle Adaption auf ebenen Flächen (z.B. Tragflächen) und insbesondere auch auf Komponenten mit Radien und komplexeren Konturen (z.B. Rahmenelemente am Flugzeugrumpf). Durch seine äußerst kompakte Leichtbau-Konstruktion sowie das geringe Gewicht von weniger als 100 kg ist diese mobile 5-Achs-Fräseinheit mehr als prädestiniert für ein schnelles und problemloses „Andocken“ direkt an der Schadstelle. Der Rahmen, das X-Achs-Portal, die Gehäuse der Servomotoren, die Adaptionsarme sowie der Z-Achs-Schlitten des ULTRASONIC mobileBLOCKs sind aus CFK gefertigt und dadurch vor allem unempfindlich gegen thermische Ausdehnung. Außerdem unterstreicht diese Konstruktion das intelligente Leichtbaukonzept.
Standardmäßig ist eine schnelle Adaption des ULTRASONIC mobileBLOCKs mittels Kran problemlos umsetzbar. Somit lässt sich diese mobile Fräseinheit in wenigen Minuten an die unterschiedlichsten Oberflächen andocken. Eine neue Konzeptstudie behandelt ein mögliches Szenario für eine automatisierte Positionierung des ULTRASONIC mobileBLOCKs mittels mobilem Transportwagen auf Rädern oder auch auf Schienen. Dies wird eine universelle, automatisierte Adaption sowohl für MRO- sowie Produktionsaufgaben ermöglichen.
Die 5-Achs-NC-Control Beckhoff TwinCAT 3 ermöglicht dem Anwender eine einfache, PC-basierte Bedienung via 21″ Multi-Touchscreen. Die ganzheitliche Bedienerführung ist anwenderfreundlich ausgelegt und begleitet sinnvoll von der Bauteilbezeichnung, dem Definieren der Schadstelle sowie der Bearbeitungsaufgabe über die Laser-Oberflächenvermessung des Werkstücks bis zur Erstellung des finalen NC-Files. Eine mögliche Integration in ein bestehendes Firmennetzwerk sowie ein kontinuierlicher Internetzugang sind Standard.
Für die eigentliche Bearbeitungsvorbereitung ist der Einsatz von zwei unterschiedlichen, für die CFK-Anwendung optimierten Lasern möglich. Der Punkt-Laserscanner dient zum Detektieren der Werkstückoberfläche in Z, während der integrierte Linienscanner aus bis zu 640 Einzelpunkten für die Oberflächenrückführung von 3D-Formen genutzt wird. Beide Komponenten lassen sich in nur weniger Sekunden je nach Bearbeitungsaufgabe ein- und ausbauen. Der intelligente Kinematik-Aufbau mit X-, Y-, C-, Z- und A-Achse erlaubt die uneingeschränkte 5-Achs-Simultanbearbeitung sowie höchste Dynamik durch eine optimierte Auslegung des Schwerpunktes. Die Hochleistungsspindel mit 35.000 min-1 besitzt einen A-Achs-Schwenkkopf (+/- 95°) und ist an einem Z-Achs-Schlitten aus CFK montiert.
Kontakt:



