


Geht es um die internationale physikalische Grundlagenforschung, fällt automatisch der Name CERN. Diese «Europäische Organisation für Kernforschung» ist eine in CH-1217 Meyrin im Kanton Genf angesiedelte Grossforschungseinrichtung mit mehr als 3200 Beschäftigten. Mithilfe sogenannter Teilchenbeschleuniger wird hier der Aufbau der Materie erforscht. Gegründet im Jahr 1954, zählt das CERN heute 21 Mitgliedstaaten. An CERN-Experimenten arbeiten jährlich weit über 11’000 internationale Gastwissenschaftler aus 85 Ländern, wofür es eine ganze Reihe an technischen und administrativen Voraussetzungen zu schaffen und zu unterhalten gilt. Der derzeit längste und bekannteste Teilchenbeschleuniger ist der Large Hadron Collider (LHC), der im Jahr 2008 in Betrieb ging. Der LHC hat eine Länge von 27 km und besteht, nüchtern betrachtet, aus einer gewaltigen Menge an Mechanik und Elektronik. Die Besonderheit des Beschleunigers liegt aber in seinen 9178 supraleitenden Magneten mit einer Länge von bis zu 15 m. Diese Magneten werden benötigt um den Teilchenstrahl in seiner Bahn zu halten bevor dieser in den Experimenten zur Kollision gebracht wird. An vier Kollisionspunkten wird im LHC mithilfe von grossen Detektoren die bei der Kollision entstandene Substruktur von Teilchen untersucht.
Nach der ersten intensiven LHC-Betriebsphase (2010 bis 2013), erfolgte im Zeitraum von zwei Jahren eine ausführliche Instandhaltung. Diese betraf neben zahlreichen Optimierungen im Wesentlichen die 10’700 elektrischen Verbindungen zwischen den supraleitenden Dipol- und Quadrupolmagenten. Durch diese nachhaltige Verbesserungen konnte der LHC im April 2015 runderneuert an den «Re-Start» gehen.

Für die Wartungs- und Reparaturphasen im 26’659 m langen Tunnel werden eine grosse Anzahl an Bauteilen neu entwickelt und folglich in den erforderlich hohen Stückzahlen gefertigt. Die Fertigung erfolgt dabei nach extrem hohen Präzisions- und Qualitäts-Standards für deren Entwicklung innerhalb des «Engineering-Departements» des CERN die «Mechanical & Materials Engineering Group» (MME) mit ihren 175 Mitarbeiterinnen und Mitarbeiter zuständig ist. Dieser wiederum sind technische Werkstätten zugeordnet wovon sich eine davon sowohl mit der Herstellung von Prototypen und Musterserien, als auch mit der Entwicklung von Bearbeitungsprozessen befasst.
Eine der Vorgaben: Prozessfähiges Präzisionsfräsen
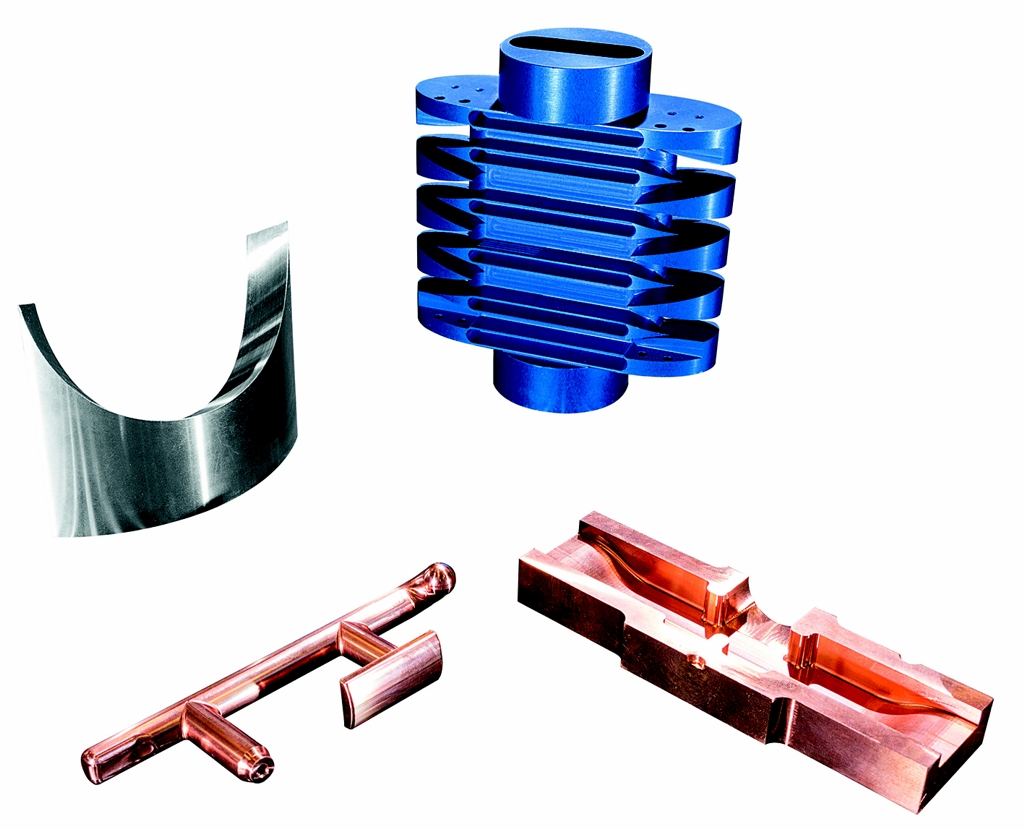
Said Atieh, Leiter Mechanische Fertigung im Bereich «Mechanical & Materials Engineering» im erwähnten Engineering Department, zu den Aufgabenstellungen seiner knapp 40 Fachkräfte zählenden Belegschaft: «Wir sind der interne Dienstleister für die Mechanik des CERN und damit sowohl für die Herstellung von Prototypen als auch für die Auswahl und Führung der Lieferanten von mechanischen Komponenten zuständig. Unsere Forscher sprich: unsere Kunden verlangen Präzision im μm Bereich, weil somit im km-langen Teilchenbeschleuniger zum einen Summentoleranzen vermieden werden, und sich zum anderen der Energieeintrag reduziert. Wir reden hier von zigtausenden bis hunderttausenden mechanischen Bauteilen, die miteinander funktionieren müssen und die wir in vorgegebenen Zeiträumen benötigen, was nur mit massiver Unterstützung von externen Partnern (Lieferanten), die natürlich entsprechend leistungsfähig und qualifiziert sein müssen, möglich ist.»
Said Atieh ergänzt: «Um die Prozesse im Griff zu haben und damit eine reproduzierbare Qualität sicherstellen zu können, entwickeln wir aus der Prototypenfertigung heraus technologie- und Know-howbasierte Lösungen, auf die auch unsere industriellen Partner zurückgreifen wollen. Deshalb setzenwir von Anfang an auf höchste Bearbeitungspräzision und nutzen dafür die besten am Markt verfügbaren Maschinen, wie im Fall Präzisionsfräsen CNC-Bearbeitungszentren von Hermle.»
Der Weg zur passenden Maschine war für Said Atieh und seinen Group Leader, Francesco Bertinelli, nicht einfach. Die Maschinenfabrik Berthold Hermle AG aus D-78559 Gosheim, mit deren 5-Achsen-CNC-Hochleistungs-Bearbeitungszentrum vom Typ C 42 U erwies sich schlussendlich als das mit Abstand genaueste und stach einen nach dem anderen, der schon im Vorfeld nach Leistungskriterien auf wenige Wettbewerber in dieser Klasse reduzierten potenziellen Lieferanten, überzeugend aus. Said Atieh erklärte dazu: «Wer Forschung und Entwicklung auf hohem Niveau betreiben möchte muss die einzelnen Komponenten mit maximaler Leistung zusammen fügen. So basierte die Ausschreibung, zur damals anstehenden Ersatzbeschaffung älterer Präzisions-Fräsmaschinen, auf reproduzierbaren Bearbeitungs- oder Fräsgenauigkeiten im Bereich von 2 bis 5 μm und Hermle bewegte sich hier sogar deutlich und beständig unter dem kleinsten Toleranzwert!
Das und der Support sowie der bekannt gute Service haben uns überzeugt, für Präzisions-Fräsbearbeitungen Hermle-Maschinen zu nutzen, was wir bis heute nicht bereuen mussten.»
Gefordert: 2 bis 5 μm; erreicht 0,5 μm

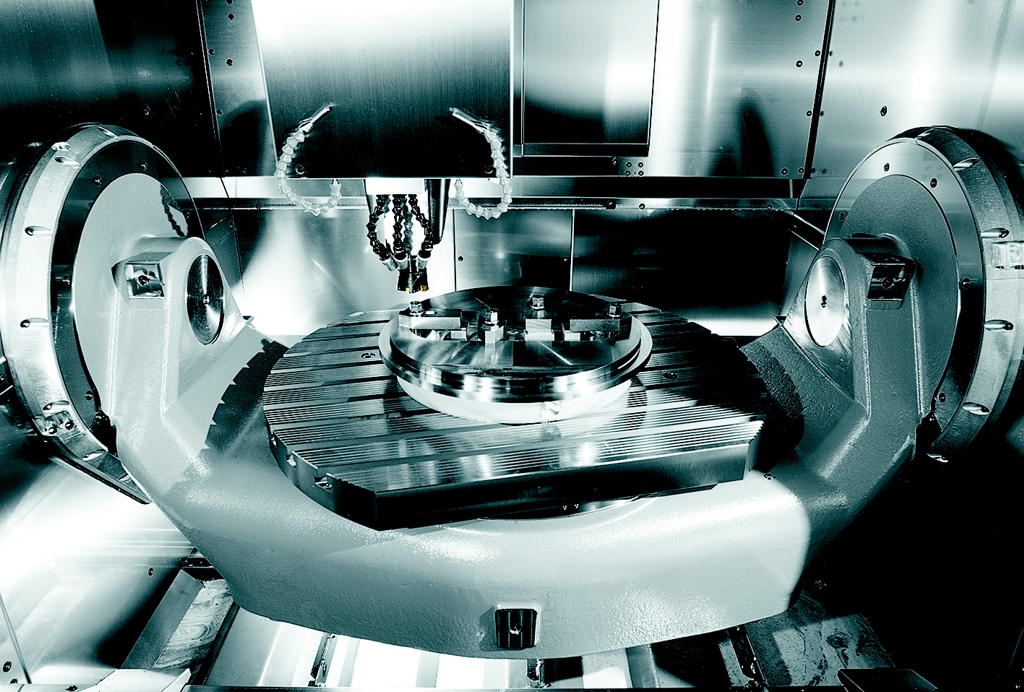
Bei dem in den CERN-Werkstätten installierten 5-Achsen-CNCHochleistungs-BAZ vom Typ C 42 U handelt es sich um ein Standard-Bearbeitungszentrum, das mit einer Hauptspindel für Drehzahlen bis 18’000 min–1, der Werkzeugaufnahme HSK A63, dem Werkzeugmagazin mit 42 Plätzen, einem NC-Schwenkrundtisch mit Ø 800×630 mm, elektrischer Wärmekompensation, Werkzeugvermessungs- und Werkzeugbruchsystem, Messtaster, IKZ-Anlage mit 40 bar sowie der Heidenhain-Steuerung iTNC 530 HSCI ausgerüstet ist.
Ergänzt wurde die Maschine um die ebenfalls ab Werk erhältlichen also standardmässigen Optionen: Genauigkeitspaket I für die Achsen X, Y und Z, Genauigkeitspaket II für die Achsen A und C sowie 5-Achs-Abnahmeprotokoll für das Prüfwerkstück «Würfel». Dieser wurde teilweise mit Genauigkeiten von 0,2 μm gefertigt, wobei sich dann eine Bearbeitungs-Genauigkeit von 0,5 μm als dauerhaft reproduzierbar herausstellte.
Abschliessend führte Said Atieh aus: «Bei dem Hermle-Bearbeitungszentrum C 42 U ergeben die Aspekte Konzept, Genauigkeit, Leistung und reproduzierbare Bearbeitungspräzision eine ideale Symbiose, die durch den sehr guten Service sogar noch getoppt wird. Das ist auch insofern sehr wichtig, weil Prototypen oftmals zeitnah gefertigt werden müssen und deshalb, wie in einem Produktionsbetrieb auch, hier eine hohe Maschinenverfügbarkeit gefordert ist. Ausserdem ist zu beachten, dass unsere industriellen Partner am liebsten ebenfalls aufs gleiche Pferd setzen, in dem sie vom MME des CERN nicht nur das Prozess-Know-how haben möchten, sondern zur Sicherheit oftmals auch die gleichen Maschinen einsetzen,
was allen Beteiligten echten Nutzen bringt.»
Kontakt:



