


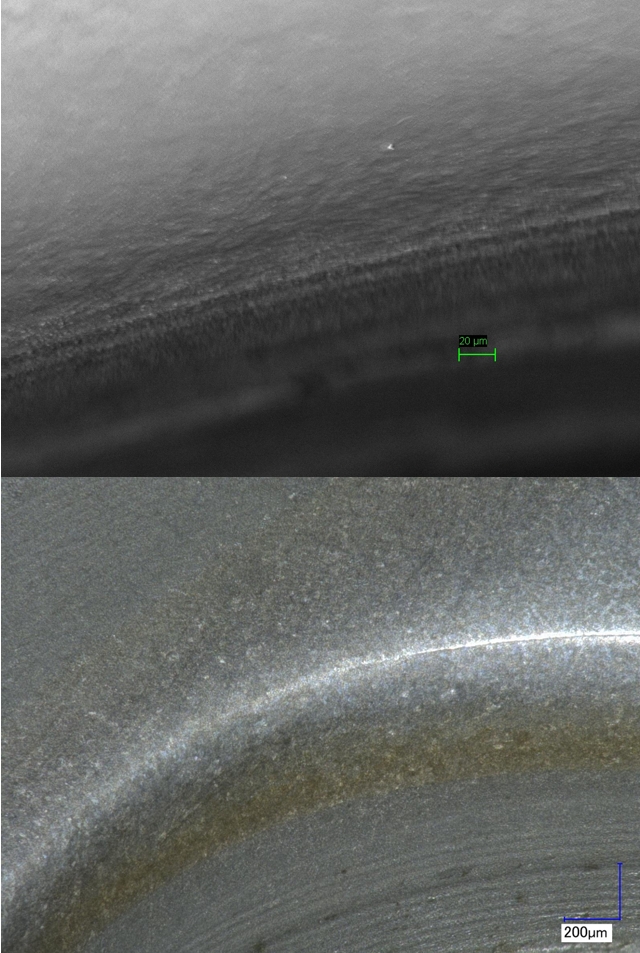
«Zusätzlich bietet EVO noch einen weiteren exklusiven Vorteil: Die elektrochemische Metallbearbeitung erfolgt ganz ohne Randzonenbeeinflussung», sagt Bruno Boutantin, Global Marketing Manager bei Kennametal Precision Surface Solutions. «Mit der EVO erreicht der Kunde beste Oberflächengüten. Damit ist er in der Lage, leistungsfähigere Komponenten kostengünstiger zu fertigen.»
Was versteht man unter ECM?
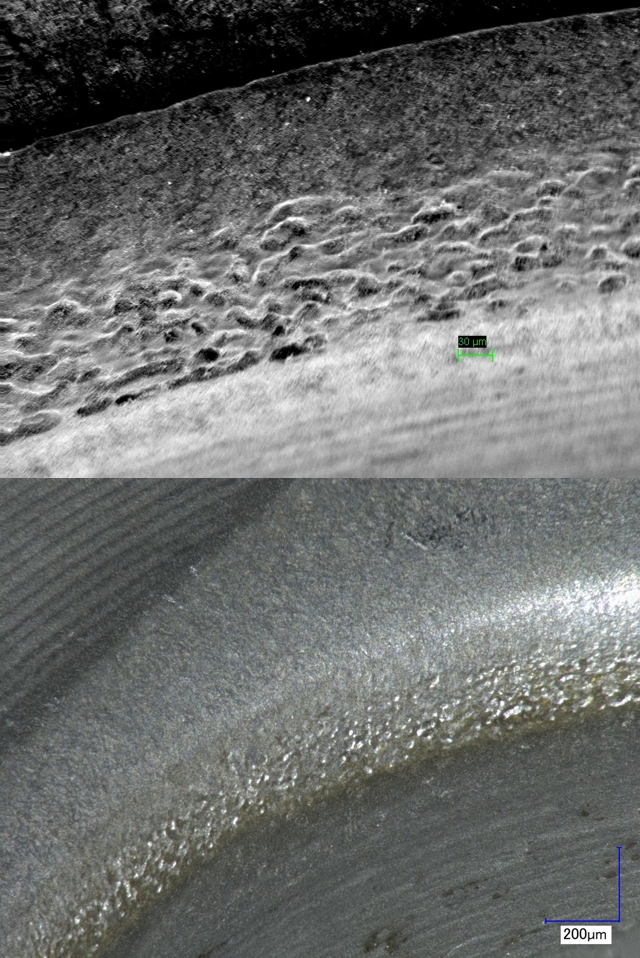
Das ECM-Verfahren wird zum Einbringen von Konturen, Verrunden von Kanten, zum Polieren und Entgraten von Oberflächen eingesetzt. ECM ist ein abtragendes Verfahren, welches in der Lage ist, Makro & Micro Strukturen der Oberfläche zu verändern, das nach dem Prinzip der anodischen Metallauflösung funktioniert. Beim ECM Prozeß versorgt eine Gleichstromquelle einen Stromkreis an dessen Enden sich Kathode (- = Werkzeug) und die Anode (+ = Werkstück) befinden. Charakteristisch für den ECM Prozess ist es, dass zwischen Kathode & Anode ein Spalt ist, der Stromkreis also nicht geschlossen ist. Um eine Abtrag zu ermöglichen, wird in den Spalt eine Elektrolytlösung (NaCl oder NaNO3, in Wasser gelöst) gepumpt, welche den Widerstand im Spalt minimiert. Durch Anlegen einer DC Spannung, lösen sich nun Ionen aus dem Werkstück (Anode).
Durch die Elektrolytlösung wird das abgetragene Material als Metallhydroxyd aus dem Arbeitsspalt gespült. Anschließend muss es mit einem geeigneten Filtersystem abgeschieden werden, um konstante Prozessbedingungen für die Elektrolyse zu gewährleisten Gemäß dem Faradayschen Gesetz ist die Menge des abgetragenen Materials proportional zur Zeit und zur Intensität des Stromflusses zwischen Werkzeug und Werkstück. Da es sich um ein kontaktfreies Bearbeitungsverfahren handelt, unterliegt der Prozeß verfahrenstechnisch keinem Verschleiß! Die Form der Werkzeugkatode gibt die Form des Werkstücks vor. Die Hauptvorteile des ECM-Verfahrens sind:
– Gezielter und präzise steuerbarer Materialabtrag
– Keine mechanische oder thermische Beanspruchung
– Prozessstabilität
– Hohe Produktivität
Die EVO von Extrude Hone ist in unterschiedlichen Standardkonfigurationen erhältlich, als Einzelzelle, als Doppelzelle oder dank Ihres modularen Aufbaus sogar in unterschiedlichen Multizellenkonfigurationen. Die Maschine ist einfach zu konfigurieren und leicht in moderne Produktionslinien zu integrieren. Für Kunden, die ganz individuelle Anforderungen an den Bearbeitungsprozess haben, verfügt die Maschine über eine Schnittstelle zum dynamischen ECM-Verfahren. Dynamisches ECM erlaubt das Einbringen von Bohrungen, Durchbrüche & Konturen in Werkstücke.
Wenn Sie sich noch umfassender informieren möchten, kontaktieren Sie das ECM-Kompetenzzentrum von Kennametals Geschäftsbereich Precision Surfaces Solutions unter k-hlzg.information@kennametal.com.
Kontakt:



